歡迎光臨~璀鉉精密機械(上海)有限公司
語言選擇:
 ∷
∷

∷
∷
直線插補指令G01數控編程

直線插補指令G01數控編程零件圖樣
%3305
N1 G92 X100 Z10(設立加工工件坐標系,定義對刀點的位置)
N2 G00 X16 Z2 M03 (移到倒角延長線,Z軸2mm處)
N3 G01 U10 W-5 F300 (倒3×45°角)
N4 Z-48 (加工Φ26外圓)
N5 U34 W-10(切第一段錐)
N6 U20 Z-73 (切第二段錐)
N7 X90 (退刀)
N8 G00 X100 Z10 (回對刀點)
N9 M05 (主軸停)
3×45°
58
48
73
10
N10 M30(主程序結束并復位)
圓弧插補G02/G03指令數控編程
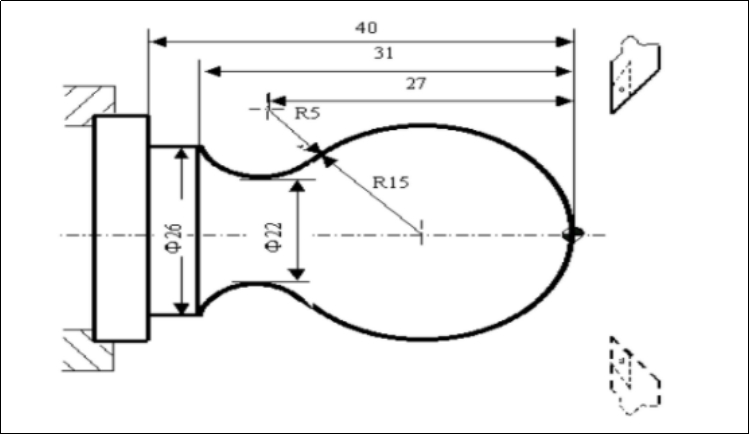
圓弧插補指令編程零件圖樣
%3308
N1 G92 X40 Z5(設立工件坐標系,定義對刀點的位置)
N2 M03 S400 (主軸以400r/min旋轉)
N3 G00 X0(到達工件中心)
N4 G01 Z0 F60(工進接觸工件毛坯)
N5 G03 U24 W-24 R15 (加工R15圓弧段)
N6 G02 X26 Z-31 R5 (加工R5圓弧段)
N7 G01 Z-40 (加工Φ26外圓)
N8 X40 Z5 (回對刀點)
N9 M30(主軸停、主程序結束并復位)
倒角指令數控編程
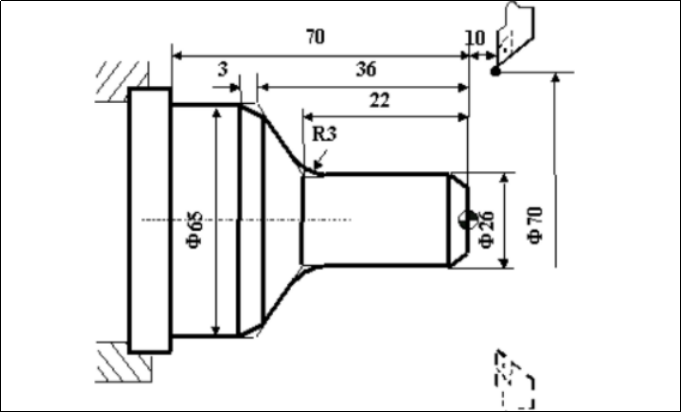
倒角指令數控編程零件圖樣
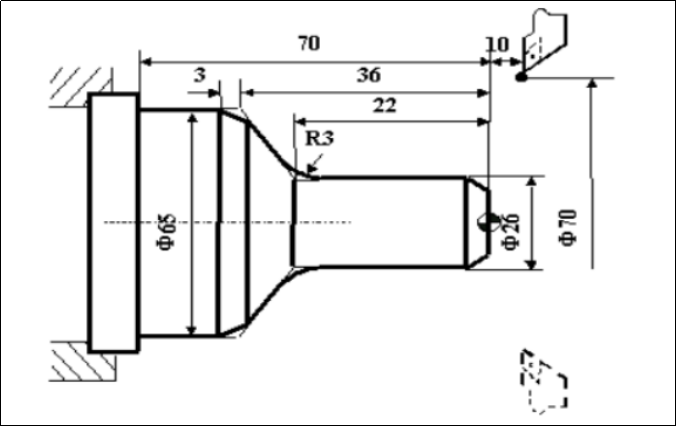
%3310
N10 G92 X70 Z10(設立坐標系,定義對刀點的位置)
N20 G00 U-70 W-10(從編程規劃起點,移到工件前端面中心處)
N30 G01 U26 C3 F100(倒3×45°直角)
N40 W-22 R3(倒R3圓角)
N50 U39 W-14 C3(倒邊長為3等腰直角)
N60 W-34(加工Φ65外圓)
N70 G00 U5 W80(回到編程規劃起點)
N80 M30(主軸停、主程序結束并復位)
倒角指令數控編程二
倒角指令數控編程二圖樣
%3310
N10 G92 X70 Z10(設立坐標系,定義對刀點的位置)
N20 G00 X0 Z4(到工件中心)
N30 G01 W-4 F100(工進接觸工件)
N40 X26 C3 (倒3×45°的直角)
N50 Z-21 (加工Φ26外圓)
N60 G02 U30 W-15 R15 RL=3 (加工R15圓弧,并倒邊長為4的直角)
N70 G01 Z-70 (加工Φ56外圓)
N80 G00 U10(退刀,離開工件)
N90 X70 Z10(返回程序起點位置)
M30(主軸停、主程序結束并復位)
圓柱數控螺紋編程

圓柱數控螺紋編程零件圖樣
%3312
N1 G92 X50 Z120(設立坐標系,定義對刀點的位置)
N2 M03 S300(主軸以300r/min旋轉)
N3 G00 X29.2 Z101.5 (到螺紋起點,升速段1.5mm,吃刀深0.8mm)
N4 G32 Z19 F1.5 (切削螺紋到螺紋切削終點,降速段1mm)
N5 G00 X40 (X軸方向快退)
N6 Z101.5(Z軸方向快退到螺紋起點處)
N7 X28.6 (X軸方向快進到螺紋起點處,吃刀深0.6mm)
N8 G32 Z19 F1.5 (切削螺紋到螺紋切削終點)
N9 G00 X40 (X軸方向快退)
N10 Z101.5(Z軸方向快退到螺紋起點處)
N11 X28.2 (X軸方向快進到螺紋起點處,吃刀深0.4mm)
N12 G32 Z19 F1.5(切削螺紋到螺紋切削終點)
N13 G00 X40(X軸方向快退)
N14 Z101.5 (Z軸方向快退到螺紋起點處)
N15 U-11.96 (X軸方向快進到螺紋起點處,吃刀深0.16mm)
N16 G32 W-82.5 F1.5 (切削螺紋到螺紋切削終點)
N17 G00 X40(X軸方向快退)
N18 X50 Z120 (回對刀點)
N19 M05(主軸停)
N20 M30 (主程序結束并復位)
聯系人:張先生
手機:15900572016
電話:15900572016
郵箱:15900572016@163.com
地址: 上海市嘉定區江橋鎮沙河路337號
